

Flame cutting is a cutting process for sheet metal. It is offered for sheet steel between 40 and 100 mm thick. The format of the sheet metal is up to 2500x6000mm to 80mm thickness and 2500×5000 to 100mm thickness.
The workpieces are cut from the sheet by heating the surface of the steel sheet with a burner flame above the ignition temperature of the material. The material of the kerf burns through the focused supply of oxygen (around 8 bar) and a fuel gas. The burning of the steel releases so much heat that the cutting process continues by itself down to the underside of the sheet. The molten material is blown out of the joint by the oxygen / fuel gas mixture.
The process can almost only be used with low-alloy steels (structural steels). The process is comparatively cheap, but does not provide cut edges as clean as laser cutting.
The pricefor a workpiece is made up of a share for the cutting time (depending on the material, thickness, cutting length, number of grooves), the material price and the fixed costs. If there are several identical workpieces, the fixed costs are only incurred once, i.e. the price per workpiece decreases considerably, depending on the geometry. If there are several identical workpieces, the fixed costs are only incurred once, i.e. the price per workpiece decreases considerably, depending on the geometry.
Production examples

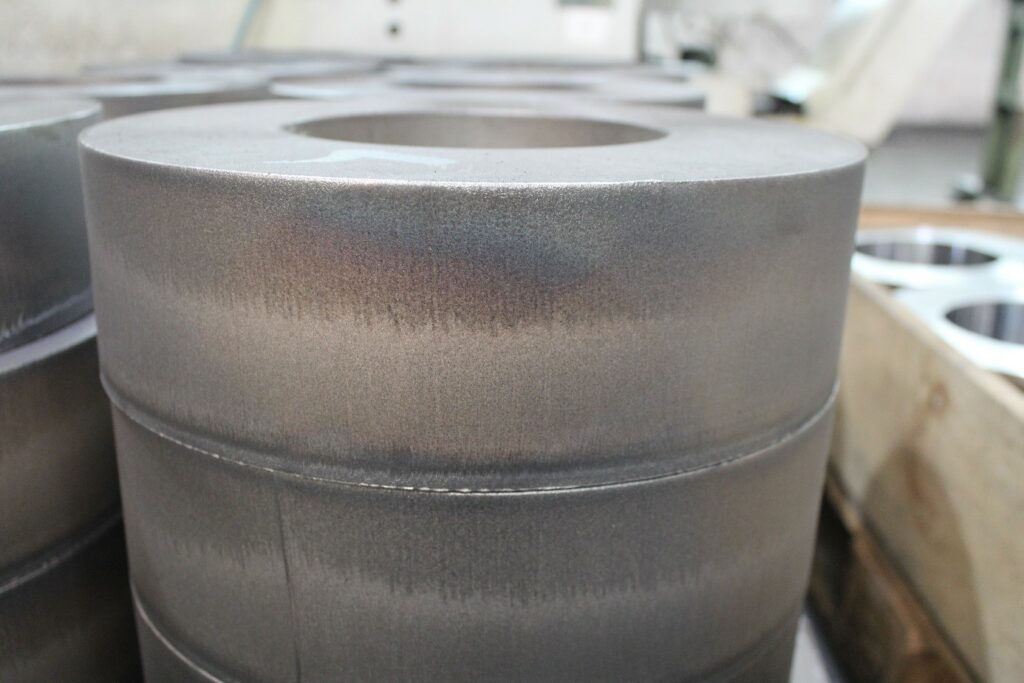
Ring … … and example of the end product Cuboid

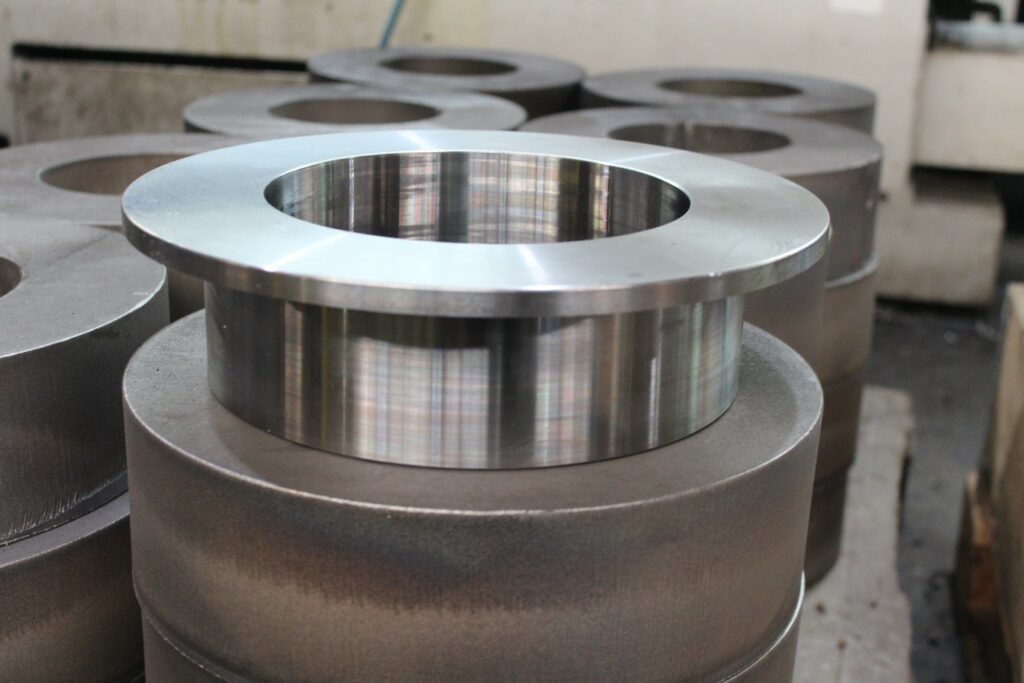

The formation of burrs and roughness of the cut edges increase with the sheet thickness, see the following pictures of the cut edges. We sandblast the sheet metal.
Images of the cut edges
Burned sheet metal with rolled skin … after cleaning and blasting Cut edge Steel S355J2 + N 100 mm


Procedure
Create a new workpiece and select “Oxy-fuel cutting” as the method. Steel S355J2 + N is available as material. Then you choose the material thickness.
You draw the workpiece in the teknow Designer. White lines indicate the outer contour or openings. Yellow lines are interpreted as engraving lines. You can use the wizard to check that all design rules have been followed. The price for a single workpiece will be displayed after you have closed the designer. We create a production file from your drawing. We manufacture according to DIN ISO 2768-m / EN ISO 9013-342. White lines indicate the outer contour or openings. You can use the wizard to check that all design rules have been followed. The price for a single workpiece will be displayed after you have closed the designer. We create a production file from your drawing. White lines indicate the outer contour or openings. You can use the wizard to check that all design rules have been followed. The price for a single workpiece will be displayed after you have closed the designer. We create a production file from your drawing.
Advantages of the procedure
• No tool costs
• Individual parts possible
• short production time
• flexible geometry can be produced
• very thick sheets can be cut
• Inexpensive process
Design rules
The smallest hole diameter must be at least equal to the selected material thickness, the smallest web width equal to twice the selected material thickness. Here, too, the wizard provides appropriate information (marked as a warning). If all rules are observed, the production takes place with tolerances according to DIN ISO 2768-m / EN ISO 9013-342. Here, too, the wizard provides appropriate information (marked as a warning). Burned holes are slightly conical with larger sheet metal thicknesses. This means that the diameter on the upper side of the sheet corresponds exactly to the specification, but the diameter on the underside of the sheet is smaller. If this is relevant for the component, the bore diameter should be selected 1 to 2 mm larger. If all rules are observed, production takes place with tolerances according to DIN EN ISO 9013. Burned holes become conical with larger sheet metal thicknesses. This means that the diameter on the upper side of the sheet corresponds exactly to the specification, but the diameter on the underside of the sheet is smaller. If this is relevant for the component, the bore diameter should be selected 1 to 2 mm larger. Here, too, the wizard provides appropriate information (marked as a warning). If all rules are observed, production takes place with tolerances according to DIN EN ISO 9013.
The metal sheets are mostly 2500x6000mm² up to 80mm and 2500x5000mm² up to 100mm, larger workpieces lead to an error message. The maximum weight for a single workpiece is 400 kg.
Materials
Steel
S355J2 + N (1.0577, ST 52-3) is an unalloyed, stronger standard structural steel for general applications. Very easy to weld. Rust protection is required outdoors.
To choose from in the thicknesses 40, 45, 50, 55, 60, 65, 70, 75, 80, 90 and 100 mm.
Finally a look into the production:

A numerically controlled machine moves the cutting beam over the sheet.

Flame cutting of a sheet metal.